���±����Կ������w�S�����ܸ����ص�Ӱ푴�С��: C>B>A>D,��̎��ضȌ����w�S���ȵ�Ӱ푱��^����Ξ�̎��r�g�͝�ȣ�pH��Ӱ푱��^С������ԭ����Ҫ�����·��档
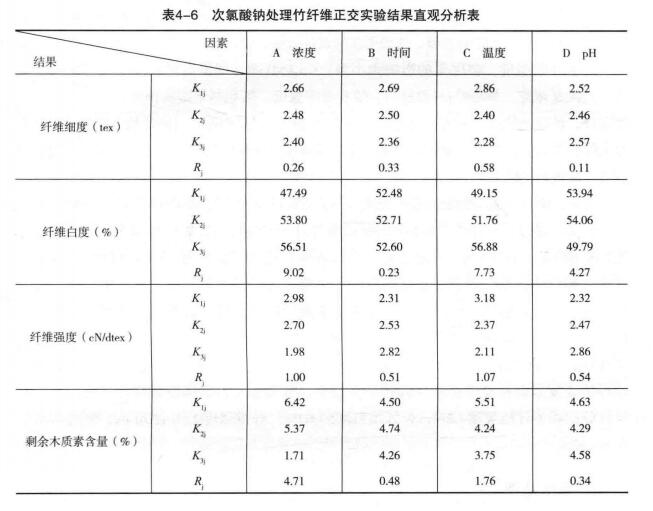
1.�S���ضȵ����ߣ��w�S�Ȳ��������������c�����ٶȼӄ���ʹ���z�|������Ó�x�w�S������S���ضȵ������w�S����׃��;
2.�S���������c��ȵ����ӣ����ȳ���u�½���څ�ݣ��@�����������ʹ�w�S�Ȳ���ľ�|�����������ܳ���ԭ�������w�S(Ҳ�Q��ˇ�w�S)�Ȳ����z�|�B�ӵĆ��w�S����ľ�|�����ܳ����ַ�ɢ�_�����F���w�S������u�pС���e���ڷ����Ą��_ʼ�A���w�S�����ٶ��^��;�S���r�g�����L���w�S����Ҳ���^��̶ȵĜpС;�S��pH���ߣ��w�S�ļ���׃�����Ȳ����e�ljA���^�������w�S�p��������ʹ���w�Sƽ������׃�֡�
��������Դ��http://www.crmglxt.com/newscase/633.html���D�dՈע����̎��
(؟�ξ����������chttp://www.crmglxt.com/)
